
Wielofunkcyjna maszyna do obróbki szyn zbiorczych 3 w 1 BM603-S-3-CS





Opis produktu
Seria BM603-S-3 to wielofunkcyjne maszyny do obróbki szyn zbiorczych, zaprojektowane przez naszą firmę. Urządzenia te mogą wykonywać jednoczesne wykrawanie, cięcie i gięcie, a zostały zaprojektowane specjalnie do obróbki szyn zbiorczych o dużych rozmiarach.
Korzyść

Jednostka dziurkująca wykorzystuje ramę kolumnową, która wytrzymuje odpowiednią siłę nacisku i skutecznie zapewnia długotrwałe użytkowanie bez deformacji. Otwór montażowy matrycy został wykonany za pomocą maszyny sterowanej numerycznie, co gwarantuje wysoką precyzję i długą żywotność. Wiele procesów, takich jak dziurkowanie otworów okrągłych, długich otworów okrągłych, otworów kwadratowych, podwójnych otworów lub tłoczenie, można wykonać poprzez wymianę matrycy. Możliwe jest również spłaszczanie lub ścinanie prętów miedzianych.
Jednostka tnąca stosuje metodę pojedynczego ścinania, dzięki czemu podczas cięcia materiału nie powstają żadne odpady.
Jednostka ta posiada okrągłą, integralną konstrukcję, która jest skuteczna i zapewnia długą żywotność.
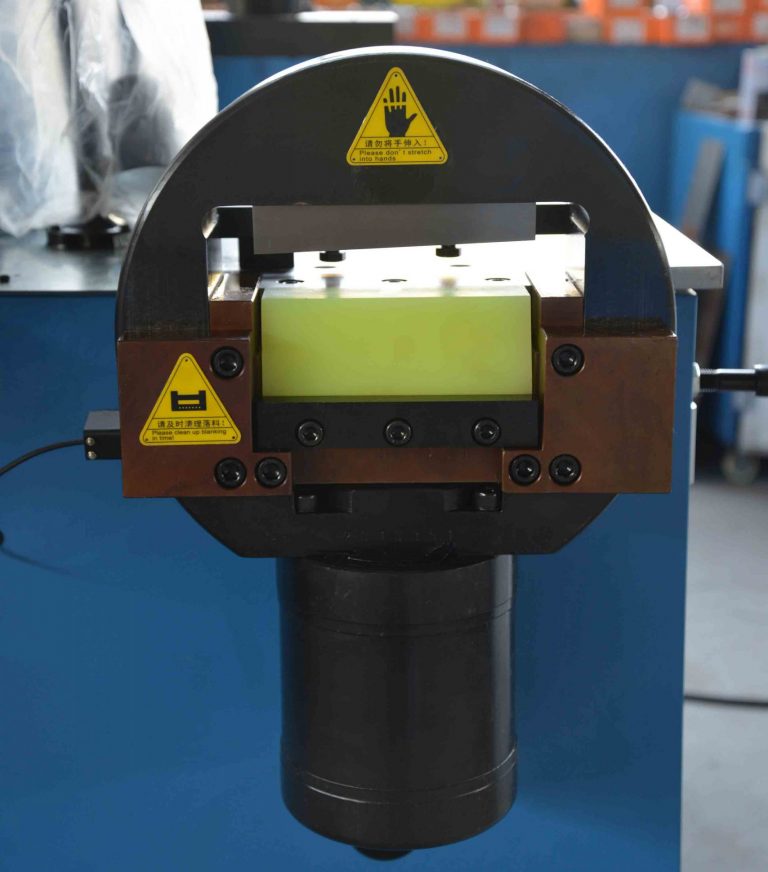

Jednostka gnąca może wykonywać gięcie poziome, gięcie pionowe, gięcie rur kolankowych, gięcie końcówek, gięcie w kształcie litery Z lub gięcie skrętne poprzez zmianę matryc.
Jednostka ta została zaprojektowana do sterowania za pomocą podzespołów PLC, które współpracują z naszym programem sterującym, co zapewnia łatwą obsługę i wysoką dokładność obrabianego przedmiotu. Cała jednostka gnąca umieszczona jest na niezależnej platformie, co umożliwia jednoczesną pracę wszystkich trzech jednostek.
Jednostka gnąca może wykonywać gięcie poziome, gięcie pionowe, gięcie rur kolankowych, gięcie końcówek, gięcie w kształcie litery Z lub gięcie skrętne poprzez zmianę matryc.
Jednostka ta została zaprojektowana do sterowania za pomocą podzespołów PLC, które współpracują z naszym programem sterującym, co zapewnia łatwą obsługę i wysoką dokładność obrabianego przedmiotu. Cała jednostka gnąca umieszczona jest na niezależnej platformie, co umożliwia jednoczesną pracę wszystkich trzech jednostek.
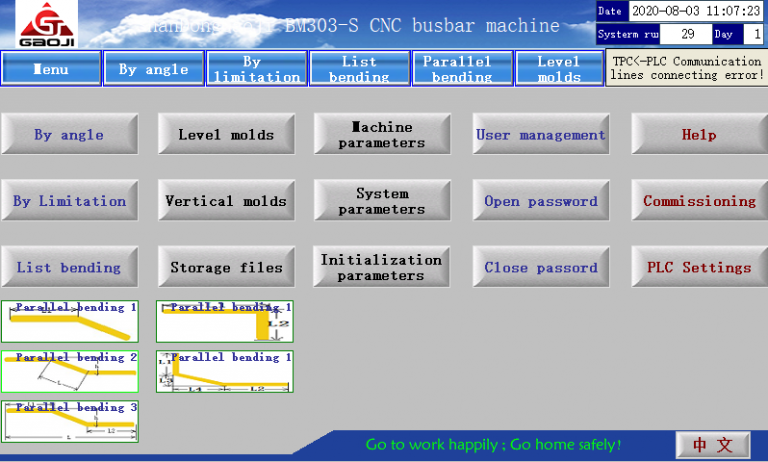
Panel sterowania, interfejs człowiek-maszyna: oprogramowanie jest proste w obsłudze, posiada funkcję przechowywania danych i jest wygodne w przypadku powtarzalnych operacji. Sterowanie obróbką wykorzystuje metodę sterowania numerycznego, a dokładność obróbki jest wysoka.
Konfiguracja
| Wymiary stołu roboczego (mm) | Waga maszyny (kg) | Całkowita moc (kW) | Napięcie robocze (V) | Liczba jednostek hydraulicznych (Pic*Mpa) | Model sterowania |
| Warstwa I: 1500*1200Warstwa II: 840*370 | 1500 | 11.37 | 380 | 3*31,5 | PLC+CNCanioł zginający |
Główne parametry techniczne
| Tworzywo | Limit przetwarzania (mm) | Maksymalna siła wyjściowa (kN) | ||
| Jednostka dziurkująca | Miedź / Aluminium | ∅32(16*160mm) ∅25(pręt miedziany) | 600 | |
| Jednostka ścinająca | 15*160 (pojedyncze cięcie) 12*160 (cięcie dziurkujące) | 350 | ||
| Jednostka gnąca | 15*160 (gięcie pionowe) 12*120 (gięcie poziome) | 350 | ||
| * Wszystkie trzy jednostki można wybrać lub zmodyfikować według własnych potrzeb. | ||||







